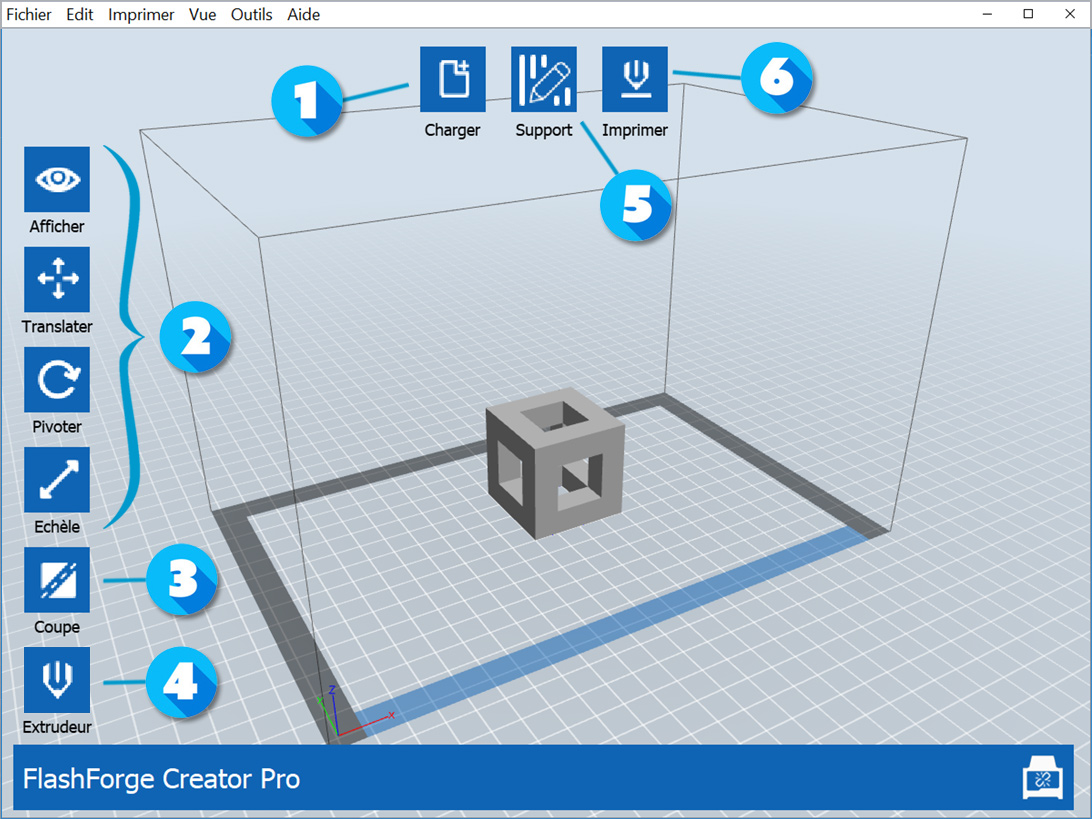
Pour ouvrir le fichier STL exporté à l'étape précédente on utilise le logiciel FlashPrint. A cette étape on va visualiser le modèle, si besoin le déplacer sur la plateforme, agrandir ou diminuer sa taille, mais surtout régler les paramètres d'impression !
Charger le fichier STL exporté à l'étape 1. Possibilté de charger plusieurs modèles pour une impression simultané ou bicolore !
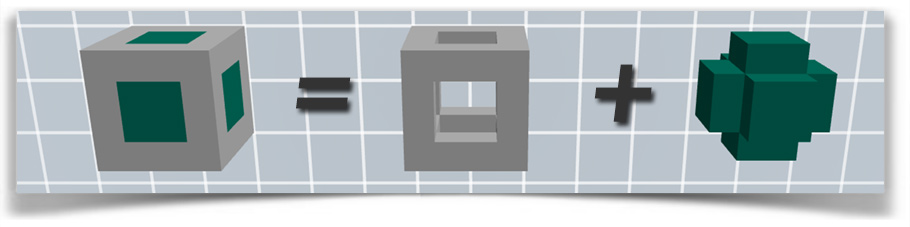
L'impression bicolore nécessite d’avoir deux fichiers STLparfaitement complémentaires qui seront positionnés et surperposés sur le logiciel d’impression de manière à ne faire plus qu’un objet complet. Ensuite on attribue une buse à chacun des deux fichiers STL.
Régler l'affichage, les dimensions et la position d'impression du modèle 3D !
FACULTATIF : Découper le modèleen plusieurs parties pour une impression bicolore !
Sélectionner l'extrudeur droit ou gauche pour l'impression 3D. Possibilité d'attribuer les 2 extrudeurs pour du bicolore !
FACULTATIF: Utilisation de support !
Lors de l'impression 3D chaque couche se dépose sur la précédente. Mais que ce passe-t-il quand il n’existe pas de « couche précédente »? Imaginons que vous imprimiez en 3D un arbre. Le tronc s’imprime sans difficulté, mais comment imprimer la première branche, horizontale et perpendiculaire au tronc ? Le plastique fondu qui est extrudé ne tiendra pas tout seul dans les airs ! Il faut qu’il repose sur quelque chose. C’est le rôle des supports.
Régler les paramètres d'impression :
Vérifier le Type de machine : FLASHFORGE CREATOR PRO ! Sinon la sélectionner dans Imprimer/Type de machine.
Pour l'extrudeur utilisé lors de l'impression (droit et/ou gauche), sélectionner le(s) matériau(x) installé(s) sur l'imprimante .
Si le modèle nécessite des Supports (voir au dessus), sélectionner Activé ou Extrudeur droit ou Extrudeur gauche.
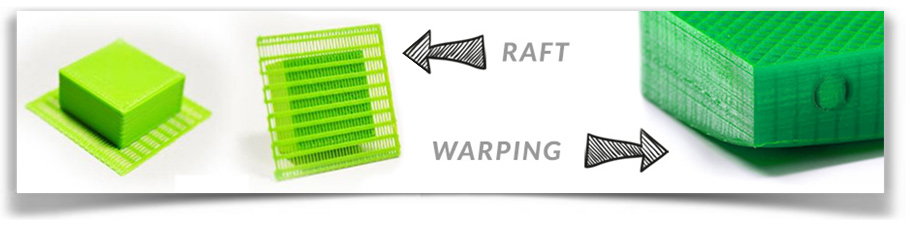
Si le modèle nécessite un Raft (radeau), sélectionner Activé ou Extrudeur droit ou Extrudeur gauche.
Le raft et une structure d’accroche que l’on imprime sur le plateau pour maintenir la pièce. Le Raft qui signifie «radeau» en anglais, se présente sous la forme d’une structure imprimée sous la pièce. Elle offre une meilleure surface d’accroch, améliore l’adhérence au plateau et diminue les risques de Warping (bord de la pièce qui se décolle = déformation).
Sélectionner la résolution souhaitée : Basse, Standard, Haute ou encore Supérieur pour l'impression au PLA.
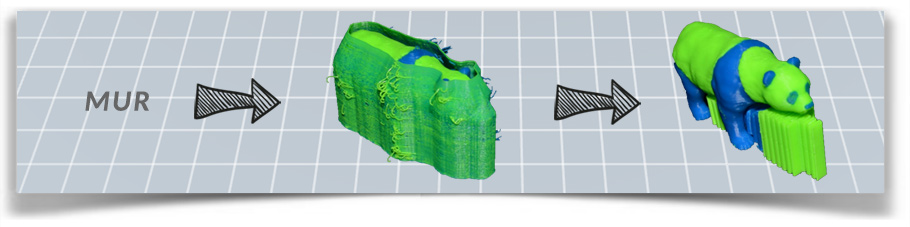
Si le modèle nécessite un Mur, cocher la case.
Lors des impressions bicolores le mur permet de créer un « bouclier » autour de la pièce afin gratter l'excèdent qui s'écoule des extrudeurs et de s’assurer que les buses soit parfaitement propre avant d’atteindre la pièce.
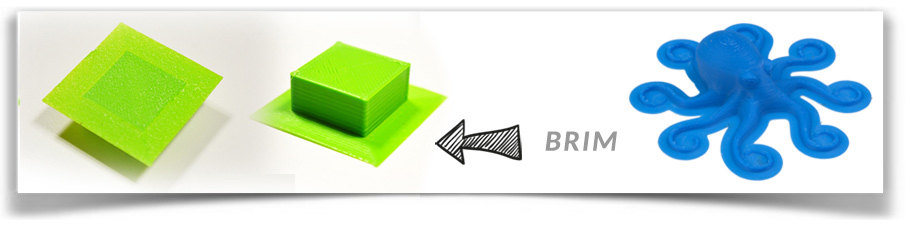
Si le modèle nécessite un Brim (bord), cocher la case.
Le Brim (bord), est une fine couche que l’on imprime autour de l’objet. Elle consiste à élargir la première couche d’impression pour absorber les déformations et accrocher la pièce. Le brim est beaucoup plus facile à retirer que le raft mais se révèle moins efficace sur les pièces à faible surface de contact.
Régler les paramètres d'impression :
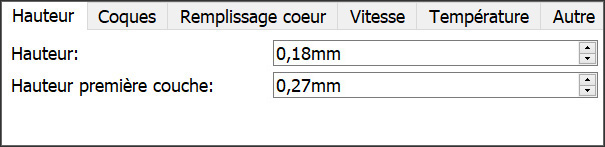
Hauteur : épaisseur des couches du modèle à imprimer. Le choix d'une valeur faible fera que la surface du modèle soit plus lisse.
Hauteur de la première couche : il s'agit de la première couche du modèle, déterminante pour la qualité d'adhésion du modèle au plateau. La valeur maximale est de 0,4 mm
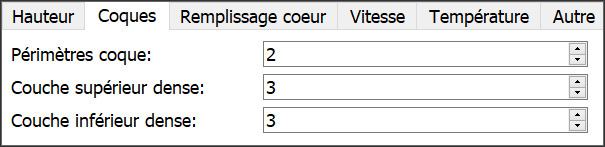
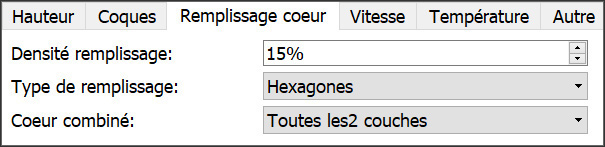
Périmètres coque : épaisseur de la structure externe de votre pièce. On place généralement 2 à 3 coques extérieures avant de commencer le remplissage intérieur
Couche supérieur et inférieur : ce sont les couches remplies/solides sur les faces horizontales supérieures et inférieures de l’objet. On place généralement 3 à 5 couches pleines.
Densité : de 10 et 30% pour des pièces classiques (pas d'efforts importants). Jusque 75% pour les pièces nécessitant une haute résistance.
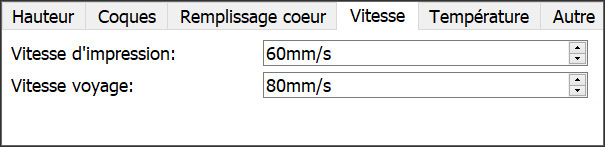
Vitesse d'impression : c'est la vitesse de déplacement de l'extrudeuse. D'une façon générale, plus la vitesse est faible, meilleure est l'impression. Pour l'impression au PLA, la vitesse recommandée est 60mm/s.
Vitesse de voyage : contrôle la vitesse de déplacement de l'extrudeuse en statut de non-impression. Pour l'impression au PLA, la vitesse recommandée est de 80-100mm/s.
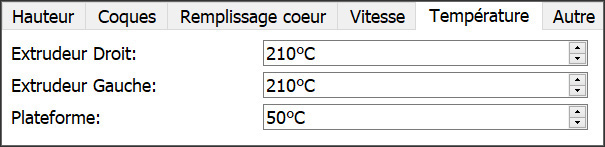
Température de l'extrudeur : Réglez la température en fonction du matériau du filament. Pour l'impression au PLA la température recommandée est de 200-210°C
Température de la plateforme : Réglez la température du plateau en fonction du matériau du filament. Pour l'impression au PLA la température recommandée est de 50-60°C.
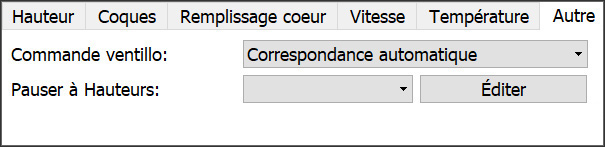
Commande du ventilateur : Définir le moment d'activation du ventilateur de refroidissement. La hauteur peut être préréglée pour que le ventilateur démarre à ce point.
Cliquer sur Ok pour exporter le fichier STL au format .x3g nécessaire pour l'impression de la pièce.